
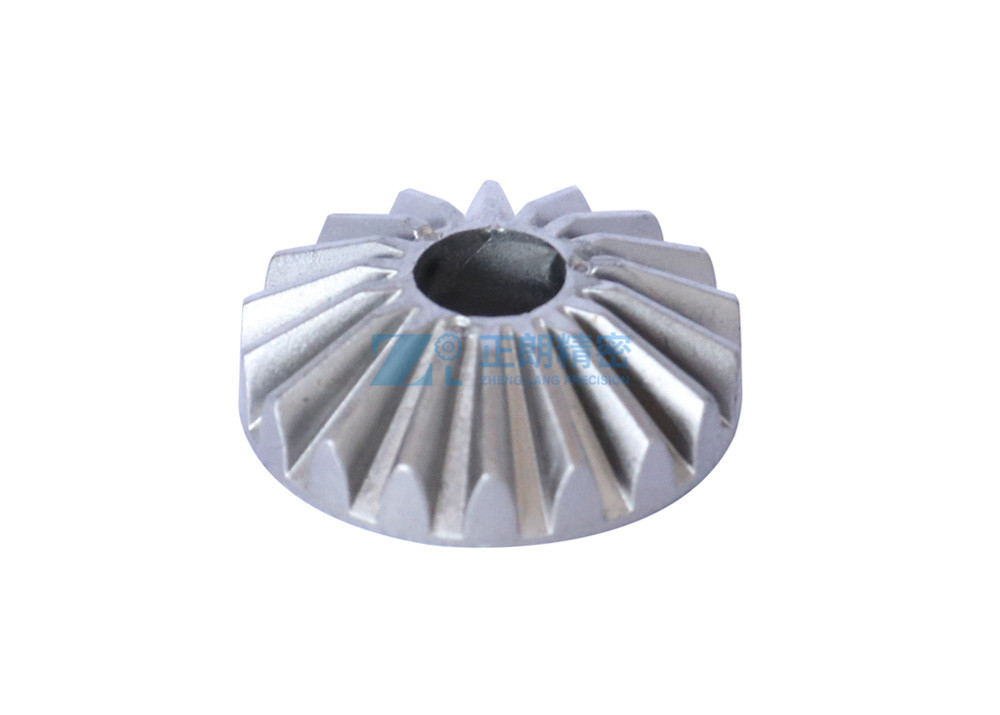
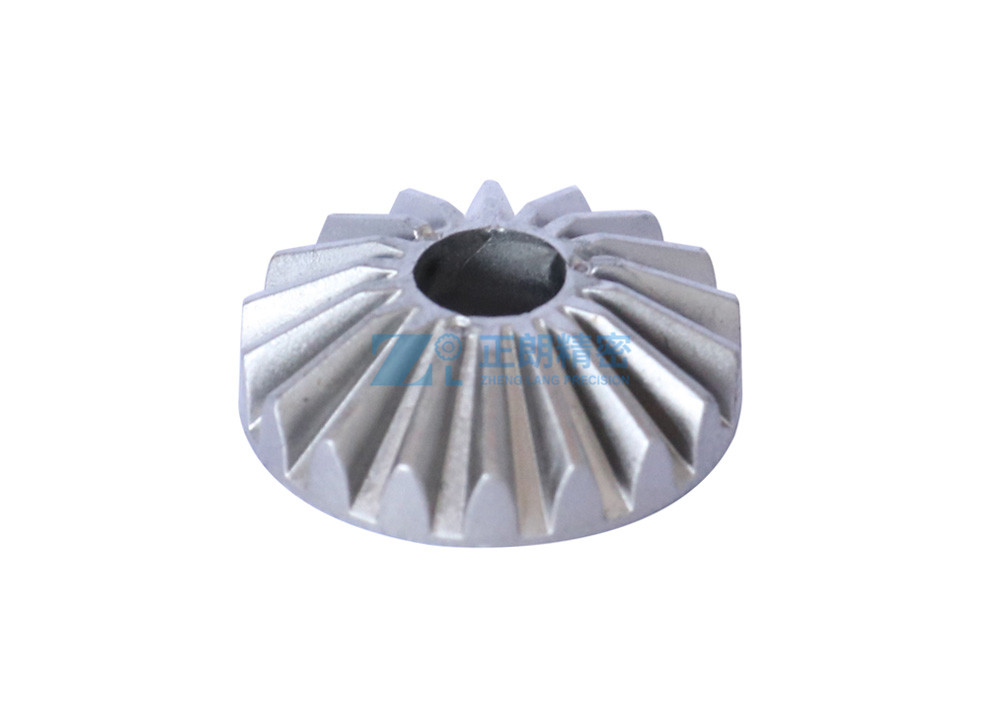
在智能家居設備中,微型傳感器齒輪是傳遞信號、保障設備精準運行的關鍵部件,像智能門鎖的感應傳動、溫濕度傳感器的機械觸發等,都離不開它。這類齒輪尺寸多在幾毫米到十幾毫米,齒形精細且對精度、穩定性要求極高,齒輪加工過程中面臨不少特殊難點,需針對性解決。接下來,就隨正朗小編一起來了解一下吧。
一、加工精度難以把控
難點:微型傳感器齒輪常需達到IT5-IT7級精度,齒距、齒形等微小誤差都可能影響傳感器信號傳輸。齒輪加工時,設備振動、刀具磨損或參數偏差,都易導致齒形失真,比如智能門鎖傳感器齒輪若齒距誤差超0.01mm,可能引發開關信號問題。
解決辦法:選用定位精度0.001mm內的數控滾齒機、插齒機,搭配振動隔離裝置,加工前校準設備;用超細晶粒硬質合金或金剛石涂層刀具,磨損超0.005mm及時更換;分粗、半精、精加工,每步后用工具顯微鏡檢測,調整參數。
二、材料加工難度大
難點:齒輪多采用黃銅、聚甲醛等材料,聚甲醛硬度低易粘刀變形,黃銅韌性強易產生毛刺,殘留毛刺可能卡滯傳感器。
解決辦法:齒輪加工聚甲醛時,切削速度80-120m/min、進給量0.01-0.03mm/r;加工黃銅用15°-20°前角刀具,配合油性切削液;用電解、激光去毛刺,再超聲波清洗;金屬材料退火、塑料材料干燥預處理。
三、裝夾與定位困難
難點:齒輪尺寸小、重量輕,裝夾時夾持力難控制,過大易變形、過小易松動,定位基準也難選,常遮擋齒輪加工部位。
解決辦法:設計真空吸盤或彈性卡爪夾具,用柔性材料保護齒輪;先加工H6級精度基準孔,以心軸定位,保證同軸度0.002mm內;先加工非功能面,裝夾后用千分表檢測跳動量,確保不超0.003mm。
四、散熱與排屑問題突出
難點:齒輪加工時刀具與材料接觸面積小,單位面積切削力大、熱量集中,易致刀具磨損和齒輪變形;切屑細小易附著,劃傷齒面。
解決辦法:用高壓微量潤滑系統,配合冷卻風嘴降溫;設計專用排屑槽,加壓縮空氣吹屑,每加工10件清理一次;采用順銑方式,利于排屑和減少熱量集中。
綜上所述,微型智能家居傳感器齒輪加工需在精度、材料、裝夾、散熱等多方面精細把控,通過優化設備、工藝和工具,才能生產出滿足需求的齒輪。這些齒輪的高質量加工,直接關系到智能家居設備的穩定性和用戶體驗,對推動智能家居行業發展有著重要意義。
以上關于微型智能家居傳感器齒輪加工的特殊難點及解決辦法的內容正朗小編就分享到這里啦,如果您還想了解更多齒輪加工行業知識,我們下期見!
在智能家居設備中,微型傳感器齒輪是傳遞信號、保障設備精準運行...

在機械制造領域,不銹鋼粉末冶金零件憑借獨特的加工優勢備受青睞...

在現代制造業的精密版圖中,粉末冶金加工憑借獨特工藝塑造出眾多...

重載設備的高效運行離不開高性能的傳動部件,粉末冶金齒輪憑借其...

粉末冶金在工業中地位重要,但其壓制成型帶來的環境污染不容忽視...

掃一掃
關注正朗公眾號
電話:丁先生 180 2902 0818 王先生 180 2902 9909
傳真:180 2902 0818
郵箱:zhenglang168@139.com
Q Q:1196974963
地址:廣東省東莞市寮步鎮下嶺貝工業區創新一路9號
Copyright ? 東莞市正朗精密金屬零件有限公司 版權所有 粵ICP備18150966號-1
 粵公網安備 44190002003688號
XML地圖
粵公網安備 44190002003688號
XML地圖

 點擊咨詢
點擊咨詢
 180 2902 0818
180 2902 0818